
Level sensors for optical level measurement
Our level sensors offer the option of optical level measurement, providing a precise and reliable method for monitoring liquid levels across a wide range of applications.
In mechanical engineering, these sensors deliver a dependable solution for measuring available cooling lubricants and can also be used as leak detectors.
Optomax Liquid Level Switches
Optical level switches operate based on the principles of light refraction and reflection to detect the presence or absence of liquids. Compared to conventional mechanical switches, which are susceptible to wear and reduced reliability over time, this method offers a high level of accuracy. Optical level switches perform consistently even under extreme temperatures and pressures, as well as in the presence of aggressive chemicals.
This versatility makes them ideally suited for use across a wide range of industries, including pharmaceuticals, food and beverage, and oil and gas.
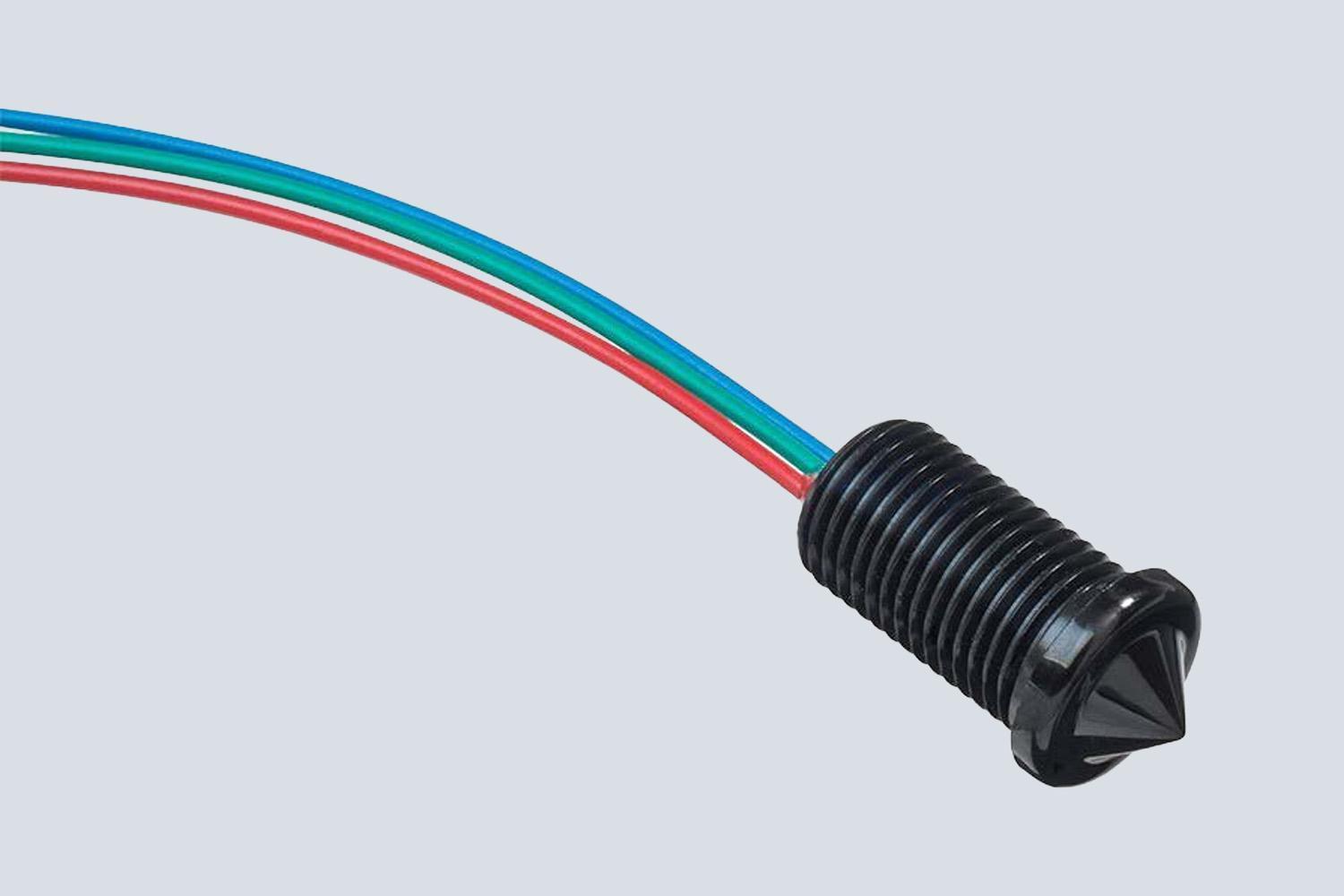
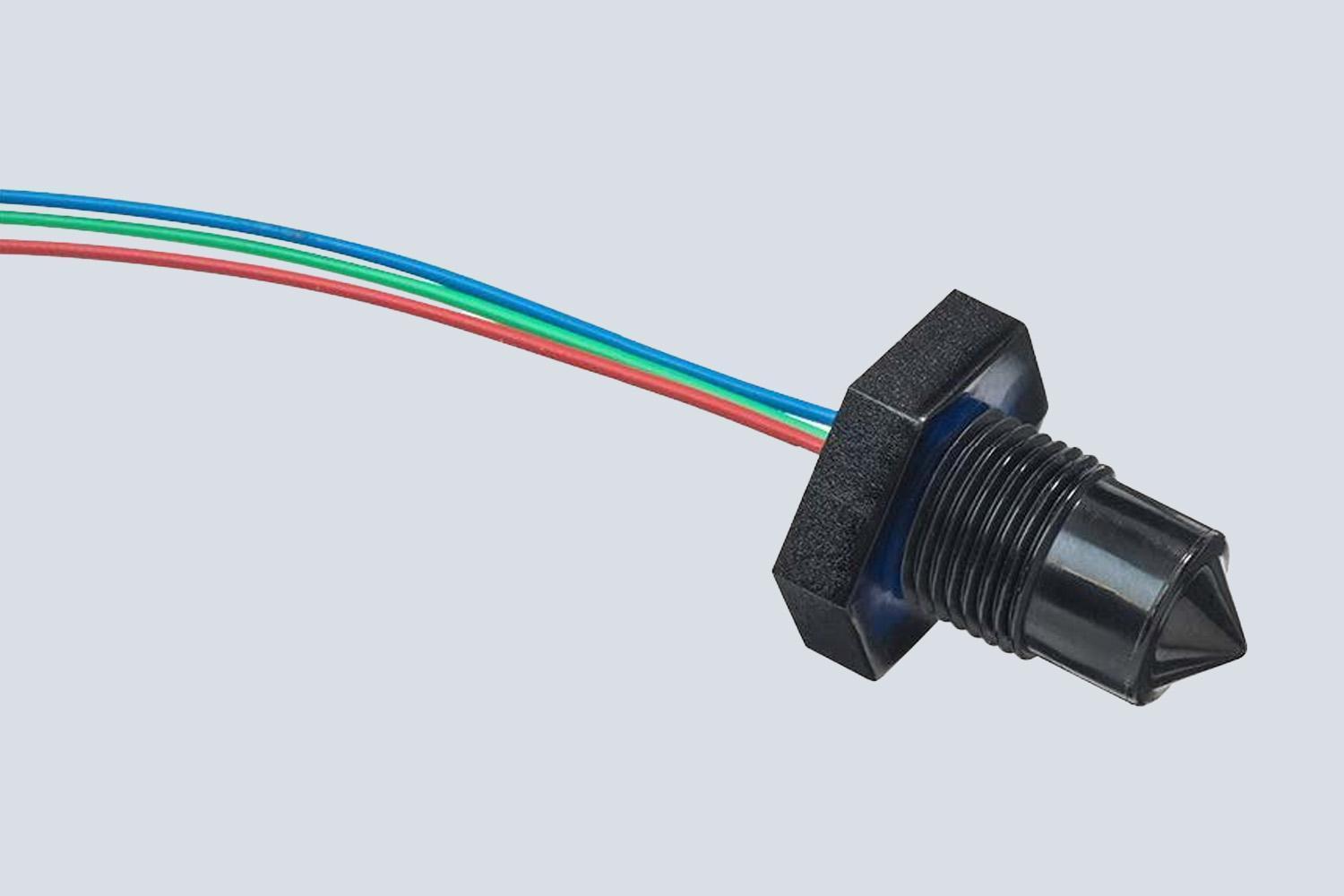

The optical level switch uses an infrared LED and a phototransistor positioned precisely at the base of the sensing tip. When the tip is in air, the infrared light emitted by the LED is reflected back to the phototransistor. When the sensing tip is immersed in a liquid, the infrared light escapes from the tip, changing the amount of light reaching the phototransistor and switching the output state.
The sensor detects the presence or absence of virtually any type of liquid, whether oil-based or water-based. This measurement principle is insensitive to ambient light and is not affected by foam in the air or by small bubbles in the liquid.
Our optical level sensors offer a reliable and precise solution for monitoring liquid levels in a wide range of applications.
- In industry for monitoring:
- Hydraulic fluids
- Water storage tanks
- Submarine torpedo tubes and water separators
- Testing and machine tools
- For automated refilling in:
- Medical technology
- Process control
- Food and beverage industry
Our optical level sensors offer a wide range of advantages and features:
- High precision: Thanks to advanced optical technologies, our sensors achieve extremely precise measurements, even at low or changing fill levels.
- Robustness: The sensors are robust and resistant to extreme temperatures, pressure conditions, and chemical influences.
- Maintenance-free: Optical sensors generally require little maintenance as they contain no mechanical parts that could wear out.
- Fast response times: The sensors deliver immediate results, enabling fast and efficient level monitoring.
- Flexibility: They are suitable for a wide range of liquids and containers, including transparent and opaque liquids.


